La realizzazione di questo progetto si colloca nell’ambito di un lavoro che implementa una banca dati sui rischi professionali connessi alle attività di taglio e rifinitura di lastre di vetro piano e quindi, che fornisce alle aziende ed agli operatori del settore un riferimento e una linea di comportamento rispetto a problemi legati all’igiene ed alla sicurezza sul lavoro. In particolare sono state considerate:
Piccole e medie aziende vetrarie che si occupano di taglio e rifinitura delle lastre di vetro piano”.
Descrizione del comparto
Ciclo produttivo
Una volta prodotto nei forni il vetro piano (liscio, in rilievo o sotto forma di specchio) viene distribuito alle numerose aziende di piccola e media dimensione che provvedono alla rifinitura finale, su commissione, e alla vendita al dettaglio.
Le operazioni di vetreria consistono principalmente in taglio, molatura o finitura, lavaggio, decorazione, sabbiatura, talvolta composizione artistica o il trattamento antisfondamento e messa in opera.
Raramente le lastre di vetro piano subiscono tutti questi trattamenti. La sola operazione che accomuna tutti i lavorati il taglio.
Una analisi più dettagliata delle singole fasi del ciclo produttivo riportata nel grafico che segue (flow-chart).
Dal diagramma si vede che le attività svolte possono essere raggruppate nei seguenti gandi gruppi:
- Taglio lineare
- Taglio secondo profili non lineari
- Molatura e lavaggio
- Altre operazioni (sabbiatura, applicazione pellicola antisfondamento, ecc.)
- consegna
FLOW-CHART
FASE DI LAVORAZIONE : Taglio con vidia
- COD.INAIL : 7355
- FATTORE DI RISCHIO : Elettrici: Sicurezza intrinseca; Meccanici: apparecchiatura; Agenti fisici: Rumore; Elementi taglienti.
- CODICE DI RISCHIO :
- N.ADDETTI : 36
FASE 2 Taglio con vidia
Capitolo 2.1 Descrizione

La fase comporta la posizionatura della lastra sul tavolo di lavoro e il taglio mediante utensile con punte in vidia (diamante sintetico che sostituisce il diamante industriale) oppure mediante tagliatrice elettronica computerizzata.
Capitolo 2.2 Attrezzature e macchine
Le attrezzature normalmente utilizzate sono:
| Tavolo da taglio rettilineo e sagomato | Tavolo rivestito da una superficie gommata con delle soffianti che consentono lagevole spostamento delle lastre. Può essere verticalizzato per poter adagiarvi le lastre direttamente trasportate dal carroponte. Ha generalmente unetà di 3-4 anni ed dotato di marchiatura CE |
| Utensile manuale con vidia | Utilizza lestrema fragilità del vetro come coadiuvante al taglio. Il vidia (con durezza equivalente a quella del diamante) scalfisce il vetro creando una linea preferenziale di fratturazione. Al primo colpo secco la lastra si rompe proprio in corrispondenza della scalfitura. |
| Squadre | Vengono utilizzate per indirizzare lutensile con vidia. |
| Tagliatrice elettronica computerizzata | Sempre dotata di vidia ha il vantaggio di tagliare unintera lastra in pezzi giustapposti che ne ottimizzano luso. E di recente concezione ed ha unetà media di 2 anni. E dotato di marchiatura CE. |
Capitolo 2.3 Il fattore di rischio
I principali rischi sono dovuti a:
- Eventuali scaglie di vetro possono disperdersi nellambiente o essere proiettate (anche se questa eventualità risulta essere molto remota).
- Rumore (tra 79 e 83 dBA dovuto soprattutto alla frantumazione degli sfridi; il taglio in se, infatti, molto silenzioso).
- Elementi taglienti ( i bordi delle lastre di vetro, quando non sono molati, sono sempre pericolosi da maneggiare)
Capitolo 2.4 Il danno atteso
Nei sopralluoghi effettuati nelle aziende prese a campione, non sono stati indicati infortuni imputabili direttamente a questa fase lavorativa. Sulla base dellanalisi degli infortuni del documento introduttivo, il mancato uso dei guanti può implicare, in generale, un maggiore rischio di taglio.
Capitolo 2.5 Gli interventi
- Previsione di interruzioni di lavoro periodiche per evitare lavorazioni troppo ripetitive e alienanti che diminuiscono il livello di attenzione;
- Regolazione della direzione di illuminazione del piano di lavoro per evitare fastidiosi riflessi;
- Utilizzare sempre i guanti durante la movimentazione delle lastre;
Capitolo 2.6 Appalti
Questa fase non ha elementi gestiti in appalto dalle aziende intervistate.
Capitolo 2.7 Riferimenti legislativi
| L. 5.3.1990, n. 46 | Norme per la sicurezza degli impianti. |
| D.P.R. 6.12.1991, n. 447 | Regolamento di attuazione della legge 5 marzo 1990 n 46, in materia di sicurezza degli impianti. |
| D.L.vo 15.08.1991, n. 277 | Attuazione delle direttive n. 80/1107/CEE, n. 82/605/CEE, n. 83/477/CEE, n. 86/188/CEE e n. 88/642/CEE, in materia di protezione dei lavoratori contro i rischi derivanti da esposizione ad agenti chimici, fisici e biologici durante il lavoro, a norma dell’art. 7 legge 30 luglio 1990, n. 212. |
| D.L.vo 05.02.1997,n. 22 | Attuazione delle direttive 91/156/CEE sui rifiuti, 91/689/CEE sui rifiuti pericolosi e 94/62/CE sugli imballaggi e sui rifiuti di imballaggio. |
| D.P.R. 24.07.1996, n. 459 | Regolamento per l’attuazione delle direttive 89/392/CEE, 91/368, 93/44 e 93/68 concernenti il riavvicinamento delle legislazioni degli Stati membri relative alle macchine. |
| D.L.vo 19.9.1994, n. 626 | Attuazione delle direttive 89/391CEE, 89/654/CEE, 89/655/CEE, 89/656/CEE, 90/269/CEE, 90/270/CEE, 90/394/CEE e 90/679/CEE riguardanti il miglioramento della sicurezza e della salute dei lavoratori sul luogo di lavoro. |
| D.L.vo 19.03.1996, n 242 | Modifiche ed integrazioni al decreto legislativo 19 settembre 1994, n. 626, recante attuazione di direttive comunitarie riguardanti il miglioramento della sicurezza e della salute dei lavoratori sul luogo di lavoro. |
| UNI 10380, maggio 94 | Illuminotecnica. Illuminazione di interni con luce artificiale. |
| UNI 10530, febbraio 97 | Principi di ergonomia della visione. Sistemi di lavoro e di illuminazione. |
Capitolo 2.8 Fenomeni interagenti con lambiente
Gli scarti vengono raccolti in appositi contenitori, che vengono raccolti dall’apposito consorzio.
- FASE DI LAVORAZIONE : Applicazione pellicola antisfondamento
- COD.INAIL : 7355
- FATTORE DI RISCHIO : Agenti Fisici: radiazioni ionizzanti, microclima; movimentazione manuale dei carichi; Elementi taglienti.
- CODICE DI RISCHIO :
- N.ADDETTI :
FASE 3 Applicazione pellicola antisfondamento
Capitolo 3.1 Descrizione
Viene applica una pellicola di materiale plastico che, riscaldandosi mediante i raggi UVA di una lampada, aderisce perfettamente al vetro e ne impedisce la dispersione dei frammenti in caso di rottura mantenendone la coesione. La temperatura relativamente poco elevata non provoca un canbiamento di stato ne della pellicola ne, tanto meno, del vetro e quindi non si verifica dispersione di vapori. Il metodo molto simile allapplicazione della pellicola trasparente utilizzata in cucina. Particolarmente utile nella creazione di vetri di sicurezza e parabrezza di autovetture. Larea dedicata a queste operazioni delimitata e protetta per evitare che un contatto accidentale provochi un deterioramento irreparabile della qualità del prodotto.
Capitolo 3.2 Attrezzature e macchine
Le attrezzature normalmente utilizzate sono:
| Lampada UV | La sua luce, parzialmente riflessa dalla lastra stessa, favorisce la perfetta adesione della pellicola alla lastra. La sua età non supera mai i 3 anni ed marchiata CE. |
| Taglierina manuale | Utilizzata per ritagliare la pellicola nella forma necessaria allapplicazione. |
Capitolo 3.3 Il fattore di rischio
I principali rischi sono dovuti a:
- Elementi taglienti ( i bordi delle lastre di vetro, quando non sono molati, sono sempre pericolosi da maneggiare)
- Microclima (il settore relativo allapplicazione della pellicola risulta subire un parziale riscaldamento) ;
- Formazione ed informazione;
- Sorgenti di radiazioni ultraviolette (lampada UV);
- Movimentazione manuale delle lastre (in fase di preparazione. Quando si asportano solitamente anche il bordo risulta ricoperto di pellicola che ne limita fortemente la pericolosità del taglio)
Capitolo 3.4 Il danno atteso
Nei sopralluoghi effettuati nelle aziende prese a campione, non sono stati indicati infortuni, imputabili a questa fase lavorativa, negli ultimi tre anni.
Dove sono state effettuate analisi per verificare lesistenza in questa fase di elementi volatili nocivi lesito stato negativo.
Purtroppo la qualità dei dati forniti dalle aziende non tale da poter compiere un approfondimento di dettaglio sul fenomeno per ciascuna delle fasi di lavoro.
Capitolo 3.5 Gli interventi
- Isolamento termico (e fisico) dellarea interessata;
- Utilizzazione dei guanti nella movimentazione delle lastre;
- Schermatura visiva della zona interessata dallemissione di radiazioni ultraviolette per evitare alterazioni del cristallino dellocchio ( 320 nm).
Capitolo 3.6 Appalti
Vista la rarità di questa operazione nell80% dei casi viene appaltata lintera fase a vetrerie specializzate. Esse possono essere le vetrerie di grossa dimensione o quelle che per scelta di mercato si occupano solo di questa fase.
Capitolo 3.7 Riferimenti legislativi
| L. 5.3.1990, n. 46 | Norme per la sicurezza degli impianti. |
| D.P.R. 6.12.1991, n. 447 | Regolamento di attuazione della legge 5 marzo 1990 n 46, in materia di sicurezza degli impianti. |
| D.L.vo 15.08.1991, n. 277 | Attuazione delle direttive n. 80/1107/CEE, n. 82/605/CEE, n. 83/477/CEE, n. 86/188/CEE e n. 88/642/CEE, in materia di protezione dei lavoratori contro i rischi derivanti da esposizione ad agenti chimici, fisici e biologici durante il lavoro, a norma dell’art. 7 legge 30 luglio 1990, n. 212. |
| D.L.vo 05.02.1997,n. 22 | Attuazione delle direttive 91/156/CEE sui rifiuti, 91/689/CEE sui rifiuti pericolosi e 94/62/CE sugli imballaggi e sui rifiuti di imballaggio. |
| D.P.R. 24.07.1996, n. 459 | Regolamento per l’attuazione delle direttive 89/392/CEE, 91/368, 93/44 e 93/68 concernenti il riavvicinamento delle legislazioni degli Stati membri relative alle macchine. |
| D.P.R. 19.03.1956, n 303 | Norme generali per l’igiene del lavoro |
| D.P.R. 27.04.1955, n 547 | Norme per la prevenzione degli infortuni. |
| D.L.gs 81/08 s.m.i. | |
| L. 10.05.1976, n 319 | Norme per la tutela delle acque dall’inquinamento. |
Capitolo 3.8 Fenomeni interagenti con l’ambiente
Dispersione di rifiuti solidi assimilabili a quelli urbani (pellicole).
All. 3
- FASE DI LAVORAZIONE : Molatura (Profilatrice verticale)
- COD.INAIL : 7355
- FATTORE DI RISCHIO : Elettrici: Sicurezza intrinseca; Meccanici: apparecchiatura; Movimentazione manuale dei carichi; Elementi taglienti; Agenti Fisici: Rumore, polvere.
- CODICE DI RISCHIO :
- N.ADDETTI :
FASE 4 Molatura (Profilatrice verticale)
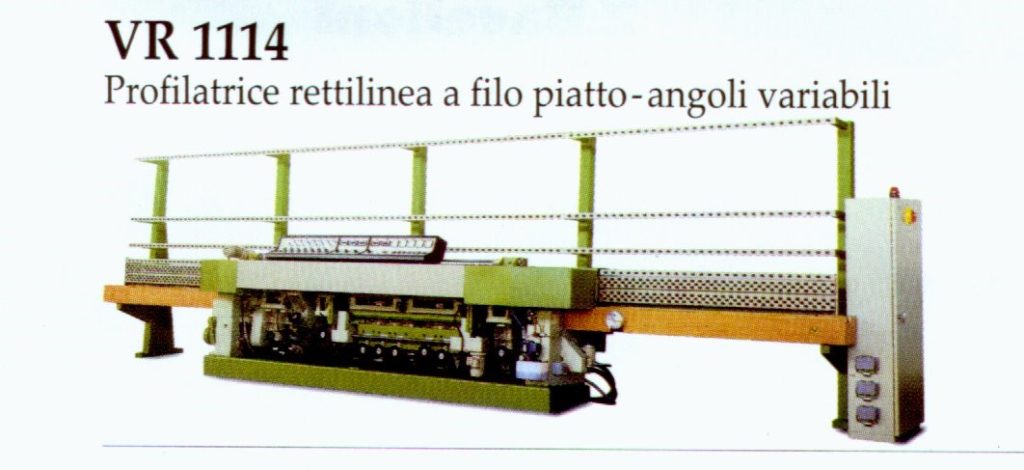
Capitolo 4.1 Descrizione
La lastra già tagliata viene messa nella macchina dove vengono molati i bordi con inclinazione variabile selezionata automaticamente .
Capitolo 4.2 Attrezzature e macchine
Le attrezzature normalmente utilizzate sono:
Capitolo 4.3 Il fattore di rischioProfilatrice verticale
I principali rischi sono dovuti a:
- Elementi taglienti ( i bordi delle lastre di vetro, quando non sono molati, sono sempre pericolosi da maneggiare)
- Polvere (dovuta alla levigatura del vetro, ma abbattuta totalmente con un sistema ad umido);
- Formazione ed informazione;
- Rumore (ridotto a circa 78 dBA mediante la chiusura dellelemento operatore in un apposito involucro metallico inserito anche nelle macchine più vecchie);
- Movimentazione manuale dei carichi (solitamente le lastre tagliate vengono poste manualmente sulla macchina);
- Rischio elettrico (le apparecchiature di questo tipo sono tutte elettriche per cui necessitano di opportuna messa a terra)
Capitolo 4.4 Il danno atteso
Nei sopralluoghi effettuati nelle aziende prese a campione, non sono stati indicati infortuni imputabili a questa fase negli ultimi tre anni.
Purtroppo la qualità dei dati forniti dalle aziende non tale da poter compiere un approfondimento di dettaglio sul fenomeno per ciascuna delle fasi di lavoro.
Capitolo 4.5 Gli interventi
- Informazione sui rischi;
- Controllo sanitario periodico;
- Riduzione dellesposizione al rumore;
- Uso dei guanti durante la movimentazione delle lastre.
Capitolo 4.6 Appalti
Questa fase viene sempre effettuata allinterno dellazienda stessa.
Capitolo 4.8 Fenomeni interagenti con lambiente
Esiste la possibilità di dispersione di particelle solide contenute nei fanghi. Solitamente essi sono raccolti in delle vasche a sezione rettangolare che sono periodicamente svuotate (mediamente ogni settimana). Questi fanghi, nei quali comunque la fase liquida sempre preponderante, vengono trattati ,insieme a quelli provenienti dalle altre macchine utensili, secondo la metodologia descritta nella FASE 10 Smaltimento dei fanghi”.
All. 3
- FASE DI LAVORAZIONE : Lavaggio prodotto finale
- COD.INAIL : 7355
- FATTORE DI RISCHIO : Elettrici: Sicurezza intrinseca; Meccanici: apparecchiatura
- CODICE DI RISCHIO :
- N.ADDETTI :
FASE 5 Lavaggio prodotto finale
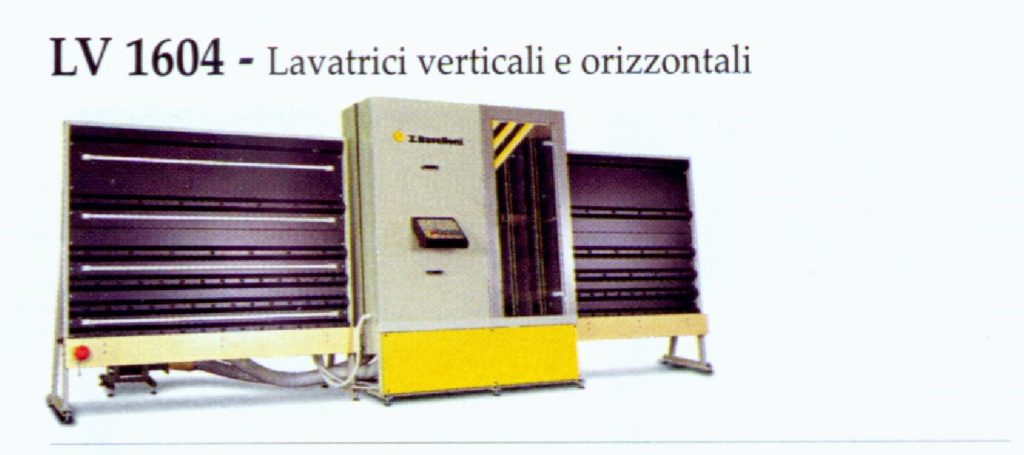
Capitolo 5.1 Descrizione
Le lastre, alla fine del processo di lavorazione, passano nella macchina lavatrice dove perdono la residua patina di polvere calcarea (che serviva ad evitare le rigature per strofinio), e viene rimossa la patina grassa lasciata durante la manipolazione degli operatori nelle varie lavorazioni che precedono questa fase.
Qualora manchi questa macchina si può procedere efficacemente con un panno umido o una pelle di daino anche se l’effetto finale decisamente inferiore.
Capitolo 5.2 Attrezzature e macchine
Le attrezzature normalmente utilizzate sono:
| Lavatrice | Molto simile, come concezione, alla profilatrice verticale composta anchessa di un piano di appoggio subverticale con dei rulli gommati che imprimono alla lastra un moto costante. La macchina ha dei rulli a spazzola e dei getti di acqua. Completamente chiusa e protetta dotata di vasche di raccolta delle acque che devono essere svuotate periodicamente. Ha una età di circa 2 anni anche se nelle aziende di piccole dimensioni totalmente assente. E dotata di marchiatura CE. |
Capitolo 5.3 Il fattore di rischio
I principali rischi sono dovuti a:
- Eventuali rischi di rottura delle lastre sono limitati al posizionamento e al prelievo delle lastre.
- Sscaglie di vetro (in caso di rottura) possono disperdersi nell’ambiente o essere proiettate.
- Rischio elettrico (le apparecchiature di questo tipo sono tutte elettriche per cui necessitano di opportuna messa a terra)
Capitolo 5.4 Il danno atteso
Nei sopralluoghi effettuati nelle aziende prese a campione, non sono stati indicati infortuni imputabili direttamente a questa fase lavorativa.
Purtroppo la qualità dei dati forniti dalle aziende non tale da poter compiere un approfondimento di dettaglio sul fenomeno per ciascuna delle fasi di lavoro.
Capitolo 5.5 Gli interventi
- Previsione di interruzioni di lavoro periodiche per evitare lavorazioni troppo ripetitive e alienanti;
- Utilizzare sempre i guanti durante la movimentazione delle lastre;
Capitolo 5.6 Appalti
Questa fase viene svolta sempre allinterno dellazienda stessa.
Capitolo 5.8 Fenomeni interagenti con lambiente
Esiste la possibilità di dispersione di particelle solide contenute nei fanghi. Solitamente essi sono raccolti in delle vasche a sezione rettangolare che sono periodicamente svuotate (mediamente ogni settimana). Questi fanghi, nei quali comunque la fase liquida sempre preponderante, vengono trattati ,insieme a quelli provenienti dalle altre macchine utensili, secondo la metodologia descritta nella FASE 10 Smaltimento dei fanghi”.
All. 3
- FASE DI LAVORAZIONE : Sabbiatura
- COD.INAIL : 7355
- FATTORE DI RISCHIO : Elettrici: Sicurezza intrinseca; Meccanici: apparecchiatura
- CODICE DI RISCHIO :
- N.ADDETTI :
FASE 6 Sabbiatura
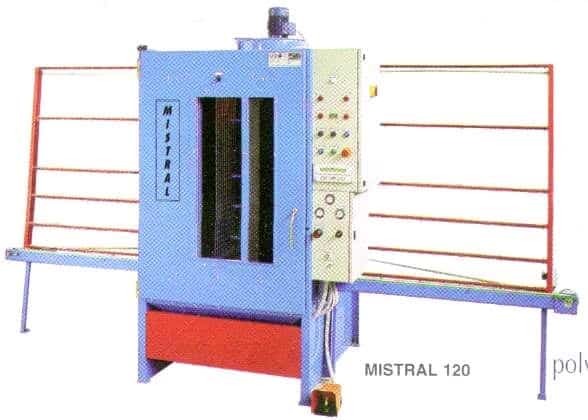
Capitolo 6.1 Descrizione
La lastra già tagliata e molata viene messa nella macchina dove viene investita da getti di sabbia silicea che ne irruvidisce la superficie rendendola opaca. Mediante l’applicazione di opportune maschere si possono realizzare decorazioni utilizzando l’effetto opaco trasparente. Questa operazione non si effettua per i vetri a rilievo o disegnati.
Capitolo 6.2 Attrezzature e macchine
Le attrezzature normalmente utilizzate sono:
| Sabbiatrice | Composta di un piano di appoggio subverticale con dei rulli gommati che imprimono alla lastra un moto costante e di una spruzzatrice di sabbia. Un getto di acqua raccoglie sia la sabbia che la polvere dello smeriglio che senza alcuna differenziazione vanno ad aumentare la quantità di fanghi a prevalenza silicea raccolti dalle altre lavorazioni. Ha unetà media di due anni ed dotata di marchiatura CE. |
Capitolo 6.3 Il fattore di rischio
I principali rischi sono dovuti a:
- Polvere (dovuta alla smerigliatura del vetro, a babbattuta totalmente con l’acqua);
- Formazione ed informazione;
- Rumore (totalmente abbattuto mediante il portellone di chiusura);
- Rischio elettrico (le apparecchiature di questo tipo sono tutte elettriche per cui necessitano di opportuna messa a terra)
Capitolo 6.4 Il danno atteso
Nei sopralluoghi effettuati nelle aziende prese a campione, non sono stati indicati infortuni imputabili a questa fase negli ultimi tre anni.
Purtroppo la qualità dei dati forniti dalle aziende non tale da poter compiere un approfondimento di dettaglio sul fenomeno per ciascuna delle fasi di lavoro.
Capitolo 6.5 Gli interventi
- Informazione sui rischi;
- Controllo sanitario periodico;
- Riduzione dell’esposizione al rumore;
- Uso dei guanti durante la movimentazione delle lastre.
Capitolo 6.6 Appalti
Questa fase viene sempre effettuata all’interno dell’azienda stessa e le aziende del comparto non dotate di questa attrezzatura non effettuano questa operazione ne la appaltano all’esterno.
Capitolo 6.8 Fenomeni interagenti con lambiente
Esiste la possibilità di dispersione di particelle solide contenute nei fanghi. Solitamente essi sono raccolti in delle vasche a sezione rettangolare che sono periodicamente svuotate (mediamente ogni settimana). Questi fanghi, nei quali comunque la fase liquida sempre preponderante, vengono trattati ,insieme a quelli provenienti dalle altre macchine utensili, secondo la metodologia descritta nella FASE 10 Smaltimento dei fanghi”.
All. 3
- FASE DI LAVORAZIONE : Preparazione forma di compensato
- COD.INAIL : 7355
- FATTORE DI RISCHIO : Elettrici: Sicurezza intrinseca; Meccanici: apparecchiatura;
Agenti Fisici: polveri, rumore. Movimentazione manuale dei carichi.
- CODICE DI RISCHIO :
- N.ADDETTI :
FASE 7 Preparazione forma di compensato

Capitolo 7.1 Descrizione
Questa fase consiste nella realizzazione di forme di compensato per profili particolari delle lastre di vetro.
Capitolo 7.2 Attrezzature e macchine
Le attrezzature normalmente utilizzate sono:
| Seghetto da intarsio | Servono per particolari intarsi |
| cesoie | Adatti per i tagli più grossolani. |
| Trapani | Normali trapani elettrici, che vengono utilizzati anche per i fori nel vetro Tra tutte le macchine sono quelle che hanno la più vasta varietà di anno di acquisto con una media di 5 anni di età. Nel 90% dei casi presente marchiatura CE. |
| Levigatrice | E utilizzata per rifinire i bordi della forma. Spesso del tipo collegato al trapano ne rappresenta un accessorio. Nei casi in cui sia una macchina a se stante dotata di marchiatura CE. |
Capitolo 7.3 Il fattore di rischio
I principali rischi sono dovuti a:
- Polvere (dovuta al taglio e alla levigatura del legno);
- Formazione ed informazione;
- Rumore prodotto dagli arnesi (trapano, pialla, sega meccanica) si rileva, ma non continuo;
- Movimentazione manuale dei carichi (il pericolo può essere rappresentato soprattutto da eventuali trucioli residui o desquamazioni del compensato nella fase di trasporto delle forme già lavorate);
- Elementi taglienti (nel caso in cui vengano utilizzate seghe elettriche i rischi sono collegati agli organi in movimento, ai comandi, all’alimentazione elettrica. Nel caso di attrezzi manuali i rischi sono quelli del corretto uso dell’attrezzatura, degli spazi a disposizione, degli arredi di servizio, nonché del grado di formazione e di esperienza degli addetti);
Capitolo 7.4 Il danno atteso
Nei sopralluoghi effettuati nelle aziende prese a campione, non sono stati indicati infortuni negli ultimi tre anni.
Purtroppo la qualità dei dati forniti dalle aziende non tale da poter compiere un approfondimento di dettaglio sul fenomeno per ciascuna delle fasi di lavoro.
Capitolo 7.5 Gli interventi
- Impianto di aspirazione che garantisca la riduzione della polvere;
- Informazione sui rischi;
- Controllo sanitario periodico;
- Riduzione dellesposizione al rumore:
Capitolo 7.6 Appalti
Talvolta questa fase viene appaltata allesterno (es. falegnamerie).
Capitolo 7.8 Fenomeni interagenti con lambiente
Dispersione di trucioli e polveri.
All. 3
I.S.P.E.S.L. PROGETTO SI.PRE. REGIONI
- FASE DI LAVORAZIONE : Taglio con la Fresatrice bisellatrice
- COD.INAIL : 7355
- FATTORE DI RISCHIO : Elettrici: Sicurezza intrinseca; Meccanici: apparecchiatura; Agenti Fisici: polveri, rumore; Movimentazione manuale dei carichi.
- CODICE DI RISCHIO :
- N.ADDETTI :
FASE 8 Taglio con la bisellatrice profilatrice
Capitolo 8.1 Descrizione

Create le forme da seguire per il taglio la lastra viene posta con la forma sul piano di lavoro con la sagoma e viene quindi tagliata sempre con circolazione costante di acqua per l’abbattimento delle polveri. In questi casi, come prevedibile, la forma non può essere riutilizzata troppe valide.
Capitolo 8.2 Attrezzature e macchine
Le attrezzature normalmente utilizzate sono:
| Bisellatrice Finitrice | Composta soprattutto di una mola con alcuni rulli gommati che forniscono un piano attritivo per la collocazione della lastra in fase di intarsio, il moto può essere eccentrico o circolare o anche manovrato manualmente in caso di necessità. Ha un età media di due anni ed sempre dotata di marchiatura CE. L’abbattimento delle polveri di quarzo effettuato con circolazione d’acqua per. |
Capitolo 8.3 Il fattore di rischio
I principali rischi sono dovuti a:
- Elementi taglienti ( i bordi delle lastre di vetro, quando non sono molati, sono sempre pericolosi da maneggiare)
- Polvere (dovuta al taglio e alla levigatura del vetro, ma abbattuta totalmente con l’acqua);
- Formazione ed informazione;
- Rumore ;
- Movimentazione manuale dei carichi;
- Rischio elettrico (le apparecchiature di questo tipo sono tutte elettriche per cui necessitano di opportuna messa a terra)
Capitolo 8.4 Il danno atteso
Nei sopralluoghi effettuati nelle aziende prese a campione, non sono stati indicati infortuni imputabili a questa fase negli ultimi tre anni.
Purtroppo la qualità dei dati forniti dalle aziende non tale da poter compiere un approfondimento di dettaglio sul fenomeno per ciascuna delle fasi di lavoro.
Capitolo 8.5 Gli interventi
- Informazione sui rischi;
- Controllo sanitario periodico;
- Riduzione dell’esposizione al rumore (che attualmente risulta essere di circa 75 dBA):
- Guanti durante la movimentazione delle lastre.
Capitolo 8.6 Appalti
Questa fase viene sempre effettuata all’interno dell’azienda stessa.
Capitolo 8.8 Fenomeni interagenti con lambiente
Esiste la possibilità di dispersione di particelle solide contenute nei fanghi. Solitamente essi sono raccolti in delle vasche a sezione rettangolare che sono periodicamente svuotate (mediamente ogni settimana). Questi fanghi, nei quali comunque la fase liquida sempre preponderante, vengono trattati, insieme a quelli provenienti dalle altre macchine utensili, secondo la metodologia descritta nella FASE 10 Smaltimento dei fanghi”.
All. 3
- FASE DI LAVORAZIONE : Consegna
- COD.INAIL : 7355
- FATTORE DI RISCHIO : Rischi fisici: movimentazione manuale dei carichi; Elementi taglienti
- CODICE DI RISCHIO :
- N.ADDETTI :
FASE 9 Consegna
Capitolo 9.1 Descrizione
Questa fase implica il trasporto dei prodotti finiti in un area dedicata, solitamente diversa da quella di arrivo dei mezzi di scarico, e la consegna, agli acquirenti, del materiale ordinato.
Nei casi di vetri da serramenti la consegna prevede la messa in opera a domicilio che comporta l’impiego di utensili di piccola dimensione. Il fissaggio dei vetri avviene ormai esclusivamente mediante guarnizioni di gomma e, solo raramente, con l’uso di silicone. Il mastice oleoso, in voga negli anni 50 60 ormai totalmente eliminato anche dagli operatori più tradizionalisti.
Capitolo 9.2 Attrezzature e macchine
Le attrezzature normalmente utilizzate sono:
| Utensili portatili | Usualmente si tratta di un utensile portatile al vidi a magari abbinato all’utilizzazione di una ventosa. Non si usano utensili elettrici perché tutte le operazioni più complesse vengono effettuate solo in laboratorio. |
| Carroponte con argano | Ancorato al soffitto completamente automatizzato e viene regolato a distanza. Spesso fornito di un sistema a ventose per prendere anche i vetri singoli. L’età massima di 5 anni e sono tutti marchiati CE. |
| Autocarri per il trasporto | Non hanno forme particolari ma hanno solitamente delle speciali cavalletti che mantengono i vetri verticali e separati tra loro. |
Capitolo 9.3 Il fattore di rischio
I principali rischi sono dovuti a:
- Elementi taglienti ( i bordi delle lastre di vetro, quando non sono molati, sono sempre pericolosi da maneggiare)
- Caduta di materiali dall’alto (in caso di scarsa tenuta delle ventose del carroponte);
- Formazione ed informazione;
- Movimentazione manuale dei carichi (nel trasporto delle lastre e nelle operazioni di carico e scarico dai mezzi di trasporto);
- Elementi taglienti e/o sporgenti (soprattutto per i vetri da infissi);
- Idoneità delle protezioni degli elementi in movimento delle macchine;
- Procedure di lavoro;
- Rumore (da 71 a 84 dBA nella fase di posa in opera, soprattutto in caso di rifilature sul posto)
- Posizione di lavoro non ergonomiche possono assumersi in caso di messa in opera in posti non agevoli.
- Verifica di piani di sicurezza e ottemperanza delle disposizioni nei cantieri edili.
Capitolo 9.4 Il danno atteso
Nei sopralluoghi effettuati nelle aziende prese a campione, stato indicato un infortunio, imputabile a questa fase, negli ultimi tre anni.
Purtroppo la qualità dei dati forniti dalle aziende non tale da poter compiere un approfondimento di dettaglio sul fenomeno per ciascuna delle fasi di lavoro.
Capitolo 9.5 Gli interventi
- Informazione sui rischi;
- Dispositivi sonori sui mezzi di carico che ne indichino i movimenti.
- Utilizzazione dei guanti per qualsiasi operazione che prevede il contatto con i vetri.
Capitolo 9.6 Appalti
La fase non mai appaltata.
Capitolo 9.8 Fenomeni interagenti con lambiente
In caso di rottura di lastre, soprattutto se in fase di trasporto su autocarro, esiste il rischio di dispersione di vetri nellambiente.
All. 3
- FASE DI LAVORAZIONE : Smaltimento fanghi
- COD.INAIL : 7355
- FATTORE DI RISCHIO : Elettrici: Sicurezza intrinseca
- CODICE DI RISCHIO :
- N.ADDETTI :
FASE 10 Smaltimento fanghi

Capitolo 10.1 Descrizione
I fanghi provenienti dalla sabbiatrice, dalla profilatrice verticale, dalla bisellatrice verticale, dal lavaggio e da qualsiasi altra macchina con circolazione di acqua vengono fatti convergere in dei sedimentatori flocculatori che raccolgono sul fondo le particelle solide (calcare e silice) che compongono il fango originario. Questi limi silicio calcarei vengono raccolti in sacchetti di plastica consegnati a ditte specializzate per la raccolta e lo smaltimento.
Il flocculatore sedimentatore, che non utilizza sostanze chimiche coadiuvanti, viene posto solitamente in prossimità dell’uscita dell’impianto e i sacchetti hanno dimensioni tali da non richiedere grossi sforzi per il sollevamento e il trasporto.
Capitolo 10.2 Attrezzature e macchine
Le attrezzature normalmente utilizzate sono:
| Flocculatore sedimentatore | Specie di silos tramoggia in cui si deposita il fango che rilascia lentamente l’acqua consentendo il prelievo del materiale solido dal fondo. Ha marcatura CE e non ha un età superiore ai 4 anni. |
Capitolo 10.3 Il fattore di rischio
I principali rischi sono dovuti a:
- La forma del sedimentatore a sezione quadrata può provocare ferimenti sugli spigoli specie se posto in una zona troppo angusta.
- Rischio elettrico (le apparecchiature di questo tipo hanno il sistema di apertura di fondo con funzionamento elettronico per cui necessitano di opportuna messa a terra)
Capitolo 10.4 Il danno atteso
Nei sopralluoghi effettuati nelle aziende prese a campione, non sono stati indicati infortuni imputabili direttamente o indirettamente a questa fase lavorativa.
Purtroppo la qualità dei dati forniti dalle aziende non tale da poter compiere un approfondimento di dettaglio sul fenomeno per ciascuna delle fasi di lavoro.
Capitolo 10.5 Gli interventi
- Protezioni in gomma degli spigoli;
- Ove possibile opportuno mettere il sedimentatore tra due macchine utensili in modo da impedire la deambulazione nelle sue vicinanze;
Capitolo 10.6 Appalti
Questa fase risulta una diretta conseguenza delle fasi 4,5,6,8 dell’impianto. Dove esistono queste fasi essa non può escludersi. E assente solo in quelle vetrerie che si occupano solo di serramenti.
Capitolo 10.8 Fenomeni interagenti con l’ambiente
Le particele solide vengono raccolte in appositi contenitori che vengono raccolti dallapposito consorzio.
All. 3
- FASE DI LAVORAZIONE : Manutenzione
- COD.INAIL : 7355
- FATTORE DI RISCHIO : Elettrici: Sicurezza intrinseca; Meccanici: apparecchiatura
- CODICE DI RISCHIO :
- N.ADDETTI :
FASE 11 Manutenzione
Capitolo 11.1 Descrizione
Risulta una fase accessoria alla produzione e si compone in genere di fasi manuali e non ripetitive:
- Mantenimento in efficienza dei macchinari e degli impianti ;
- Adattamento e modifica degli impianti alle esigenze produttive.
Viene svolta da personale specializzato, per le macchine più grosse e costose(sabbiatrice, bisellatrice, lavatrice, profilatrice, tavolo con soffianti e carroponte) , o dagli stessi addetti per le più piccole (trapano, mola, sedimentatore, ecc.).
Capitolo 11.2 Attrezzature e macchine
Le attrezzature normalmente utilizzate sono:
| Utensili portatili | Sono utensili di diverso genere e vengono utilizzati normalmente nella regolazione e nella manutenzione delle macchine e degli impianti. |
Capitolo 11.3 Il fattore di rischio
I principali rischi sono dovuti a:
- Illuminamento;
- Formazione ed informazione;
- Movimentazione manuale dei carichi;
- Elementi taglienti e/o sporgenti (soprattutto nelle macchine per il taglio);
- Interazioni con organi meccanici in movimento;
- Procedure di lavoro;
- Idoneità delle attrezzature (è sempre consigliabile utilizzare gli utensili in dotazione con le macchine);
- Vibrazioni;
- Utenze elettriche (tutte le macchine utilizzate sono elettriche);
- Impianto di terra;
- Dispositivi di protezione individuale;
Capitolo 11.4 Il danno atteso
Nei sopralluoghi effettuati nelle aziende prese a campione, non sono stati indicati infortuni imputabili a questa fase negli ultimi tre anni.
Purtroppo la qualità dei dati forniti dalle aziende non tale da poter compiere un approfondimento di dettaglio sul fenomeno per ciascuna delle fasi di lavoro.
Capitolo 11.5 Gli interventi
- Informazione sui rischi;
- Sorveglianza sanitaria periodica;
- Riduzione dellesposizione al rumore;
- Indicazioni delle parti delle macchine che sono soggette a revisioni più frequenti;
- Utilizzo di mezzi meccanici per la movimentazione di carichi;
- Utilizzo di dispositivi di protezione individuale per evitare rischi meccanici (scarpe antischiacciamento, occhiali antischeggia, guanti, maschere per polveri, ecc.).
Capitolo 11.6 Appalti
Nella totalità dei casi appaltata la manutenzione delle macchine, mentre le operazioni di controllo e le piccole riparazioni, sono effettuate da personale interno alle aziende.
Capitolo 11.7 Fenomeni interagenti con l’ambiente
Esiste la possibilità di dispersione di rifiuti solidi speciali non tossici e non nocivi, rifiuti liquidi come oli lubrificanti esausti, emissioni liquide di acque di scarto dal lavaggio dei pezzi .
Descrizione del campione di aziende analizzato
Il comparto considerato, si colloca, secondo quanto redatto dall’ISPESL, tra i Settori lavorativi” del ramo Produttivo”, e più precisamente viene elencato all’interno del Settore n 709 (Vetrerie) con il Codice ATECO 26.12 definito come Lavorazione e trasformazione del vetro piano.
Le operazioni speciali” (elencate nel paragrafo precedente come altre operazioni”) sono svolte con macchine come la sabbiatrice o la bisellatrice sono in genere di nuova costruzione e perciò normalmente in condizioni di sicurezza, ciò, oltre a garantire la salute dei lavoratori, permette ritorni economici nelle lavorazioni. Le vecchie macchine utensili sono, pertanto, poco utilizzate anche per motivi di produttività e di economicità. Poche aziende fanno queste operazioni speciali”; in genere sono quelle con maggiori dimensioni.
I rischi trasversali che si possono verificare sono soprattutto dovuti alla rottura accidentale delle lastre durante la loro movimentazione da un macchinario al successivo, che spesso avviene con il carroponte dotato di apposite strutture prensili (ventose o similari).
Il danno rilevato
L’analisi che stata condotta ha permesso di compiere una rilevazione sia degli infortuni che delle malattie professionali (peraltro assenti) verificatisi nell’ultimo triennio.
L’analisi più dettagliata dei fattori di rischio riportata nei documenti di ogni singola fase. Qui, in via preliminare si riportano delle considerazioni generali sui rischi più rilevanti per l’insorgenza di malattie professionali.
Le polveri silicee, che rappresentano un serio pericolo per la silicosi, vengono portate abbondantemente sotto i livelli di riferimento per la protezione dei lavoratori (10mg/m3 per le polveri e 0,1mg/m3 per il quarzo respirabile) con sistemi di abbattimento ad umido, che garantiscono una efficace riduzione del particolato (si arriva a circa 1 mg/m3 per le polveri inalabili e a qualche mg/m3 per il quarzo nelle polveri respirabili).
Per quanto riguarda il rumore risulta di molto inferiore agli standard con la sola eccezione dei luoghi adibiti al taglio. Questo non per quanto riguarda la fase in sè, ma per la rottura degli scarti che vengono volutamente buttati nei contenitori con violenza, per aumentarne il grado di fratturazione e quindi la successiva compattazione. Il rumore così generato può raggiungere e superare gli 80 dBA.
Queste appena descritte possono essere alcune delle ragioni per cui, nel campione di aziende analizzate, non sono stati censiti casi di malattie professionali.
Per quanto riguarda invece gli infortuni, il numero di quelli dichiarati dalle aziende contattate stato pari a 136.
Nel seguito, dato il loro cospicuo numero, viene riportata un’analisi statistica approfondita del fenomeno.
L’indice di frequenza rilevato per il comparto analizzato pari a 13. Tale valore in linea con gli indici tipici del settore industriale/artigianale.
E chiarissima una prevalenza del taglio alla mano rispetto a tutte le altre tipologie di infortunio. E inoltre chiaro che, negli ultimi tre anni, ad azienda di maggiori dimensioni corrisponde un indice di frequenza minore.
Questo può dipendere da:
- Una maggiore specializzazione degli addetti che operano nelle aziende maggiori (in esse molto spesso ad ogni operazione corrisponde un operaio);
- Una maggiore attività di controllo, nelle aziende maggiori, sulla sicurezza, a cui corrisponde un uso sistematico dei D.P.I. messi a disposizione per lo svolgimento delle attività più a rischio (uso di guanti);
- Una maggiore adeguatezza dei macchinari per le singole operazioni.
.
- FASE DI LAVORAZIONE : Stoccaggio lastre
- COD.INAIL : 7355
- FATTORE DI RISCHIO : Elettrici: Sicurezza intrinseca; Movimentazione manuale dei carichi; elementi taglienti.
- CODICE DI RISCHIO :
- N.ADDETTI :
FASE 1 Stoccaggio lastre

Capitolo 1.1 Descrizione
Questa fase richiede tre operazioni:
- Scaricamento dal camion delle lastre imballate;
- Disimballaggio delle lastre;
- Disposizione delle lastre negli scaffali a seconda del tipo.
Al fine di evitare che le lastre urtando tra loro si righino, la casa produttrice pone su di esse un sottile strato di polvere calcarea.
Capitolo 1.2 Attrezzature e macchine
Le attrezzature normalmente utilizzate sono:
| Tirachiodi e martelli | Vengono utilizzati per togliere le assi di legno dall’imballaggio dei vetri. |
| Carroponte con argano | Ancorato al soffitto completamente automatizzato e viene regolato a distanza. Spesso fornito di un sistema a ventose per prendere anche i vetri singoli. L’età massima di 5 anni e sono tutti marchiati CE. |
| Scaffalatura metallica | Composta da scaffali verticali scorrevoli dove vengono poste le lastre a seconda delle loro tipologie |
Capitolo 1.3 Il fattore di rischio
I principali rischi sono dovuti a:
- Elementi taglienti ( i bordi delle lastre di vetro, quando non sono molati, sono sempre pericolosi da maneggiare)
- Formazione ed informazione (pur essendo dotati di guanti esiste una certa reticenza al loro utilizzo);
- Ergonomia delle attrezzature (spesso la carenza di spazi dedicati crea problemi di ergonomicità provocando posizioni non corrette);
- Disposizione delle parti elettriche (il telecomando del carroponte potrebbe essere a riscio di tranciamento in caso di mancata tenuta dell’imbracatura delle lastre);
- Rischio elettrico (relative al carroponte);
Capitolo 1.4 Il danno atteso
Nei sopralluoghi effettuati nelle aziende prese a campione sono stati rilevati infortuni relativi al contatto con le superfici taglienti delle lastre o alla rottura delle stesse.
Purtroppo la qualità dei dati forniti dalle aziende non tale da poter compiere un approfondimento di dettaglio sul fenomeno per ciascuna delle fasi di lavoro.
Capitolo 1.5 Gli interventi
- Mantenimento delle distanze di sicurezza in fase di movimentazione delle lastre;
- Lontananza dell’operatore del carroponte dall’area di movimentazione materiale;
- Utilizzazione dei guanti durante il disimballaggio dei vetri;
- Evitare di tenere occupata l’area di operazioni con materiale d’uso.

